
Ceramic Resin Firing and Sintering
SH Scientific’s 1500°C high temperature muffle furnace SH-FU-MH series user application for CERAMIC RESIN FIRING AND SINTERING
Ceramic Firing
Ceramic is intended to be fired in a furnace (whether it is a muffle furnace or a cylinder tube furnace), where the polymer matrix burns away and the model transforms into a silica ceramic part.
After firing, ceramic becomes heat-resistant over 1000°C and resistant to deformation over time.
Formlabs’ ceramic resin is a silica-filled photopolymer. After firing, the photopolymer network burns out to form a true ceramic part. Some ceramic resins require modification to fire well.
Following is a guideline to successfully fire parts with SH Scientific’s 1500°C high temperature muffle furnace.
SH Scientific
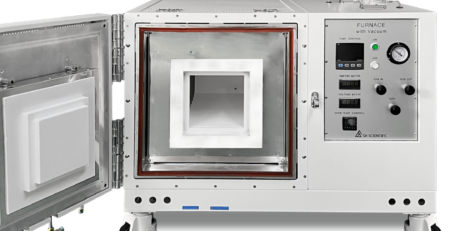
We, SH Scientific, are 40 years old general laboratory equipment manufacturer and have specialty and expertise in muffle furnace, tube furnace and vacuum furnace configuration per users’ needs.
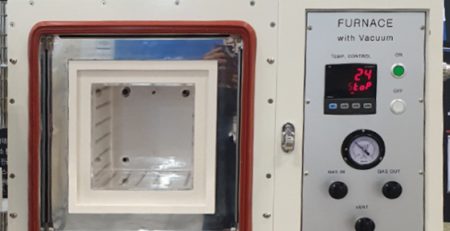
SH Scientific’s MH series 1500°C high temperature muffle furnace offers 4 various sizes of chamber and they have 150x200x150mm (1.5L), 200x270x200mm (11L), 250x350x250mm (11L) and 300x400x300mm (36L) chambers respectively.
Digital programmable controller enabling to set up to 45 steps of ramp-up and hold steps is built in thus is ideal to program your firing and sintering.
Ball type gas flow module is a must to have in order to flow inert gas such as Nitrogen or Argon so you can control the rate of temperature cool down at the end of process. SH Scientific’s muffle furnace are all adaptable with the module.
External ventilation during firing is necessary and all SH Scientific’s muffle furnaces are equipped with an exhaust hole on top surface.
Ceramic Resin Firing
Temperature & Time Schedule Table

1. Ramp 1
During Ramp 1, the part is heated to 240°C for Burnout. Typically for 240 minutes.
2. Burnout
Ceramic resin prints with a polymer matrix, which is removed during the burnout phase. At burnout temperatures (240°C), the ceramic particles have not yet fused, and are loosely held together as a powder body. The Burnout phase should be long enough to completely remove the polymer matrix. Typically for 480 minutes. Partial burnout will cause vapor pressure to increase during the Ramp phase, resulting in cracks and distortion as vapor escapes. Thinner walls (less than 6 mm) require less time to burn out, and tend to have the best surface quality and accuracy. Very thick sections (thicker than 10 mm) require very long burnout times. Set the burnout hold (time at 240°C) based on the maximum cross-sectional thickness of any part being fired. Parts can be held at the burnout hold temperature for extra time without issue. A short secondary hold at 300 °C ensures that all polymer is burned out before Ramp 2.
3. Ramp 2
The Ramp 2 phase is the increase in temperature preceding sintering. Typically 1271°C. Formlabs recommends a ramp rate of 3°C per minute in order to heat parts uniformly. Parts with large variations in wall thickness benefit from slower ramp rates. Parts designed to have uniform, thin walls throughout can be ramped more quickly.
4. Sintering
During sintering, the silica particles in Ceramic Resin fuse to form a solid part. The particles become semi-liquid, allowing them to shrink together and become denser. Ceramic shrinks by 15% during sintering, reaching up to 90% density. When Ceramic Resin is properly sintered, the material becomes slightly translucent and watertight. Parts printed with Ceramic Resin are fired at temperatures between 1250 °C and 1300 °C. Formlabs recommends holding at 1271 °C for 5 minutes. Decreasing the maximum temperature or hold time will result in a more porous, less glassy part.
5. Cool Down
Between maximum temperature and 900°C, cool at the freefall rate of your kiln or furnace. This fast Cool Down phase limits additional slumping. Cool at a controlled rate of 1°C per minute between 900°C and room temperature to avoid structural cracking.
Have your process successful and flawless with SH Scientific muffle furnaces!